
A csapágyhiba általában nem egyik pillanatról a másikra történik. A csapágy a legtöbb esetben előre jelez – csak nem minden üzemben van idő vagy lehetőség észrevenni. A túlmelegedés, a lassan növekvő rezgésszint vagy egy enyhén megváltozott hang mind korai figyelmeztetés lehet. A kihívás az, hogy ezek a jelek egy pörgős műszakban könnyen elvesznek.
Az NTN hivatalos „Care and Maintenance of Bearings” katalógusa szerint a korai csapágyhibák többsége nem fáradásból ered, hanem szennyeződésből, hibás beépítésből, rossz kenésből vagy túlterhelésből. A jó hír az, hogy ezek nagy része elkerülhető. A rossz hír az, hogy a legtöbb üzem pontosan ilyen hibák miatt cserél csapágyat idő előtt.
Ebben a cikkben végigmegyünk azon a 8 csapágyhibán, amit naponta látni az üzemekben. És ami a legfontosabb: megmutatjuk, mit üzen a csapágy felülete, és mire kell figyelni a következő beépítésnél.
Miért jelentkezik csapágyhiba idő előtt?
A csapágy élettartama papíron szépen számolható. A valóságban viszont, hogy a csapágyhiba okai legtöbbször nem a katalógusban, hanem a műhelyben születnek:
- nem megfelelő kenés,
- szennyeződés,
- rossz illesztés,
- túl nagy előfeszítés,
- tengely/ház pontatlanság,
- ütés, rossz szerelési gyakorlat.
A korai hibák többsége kerülhető, ha a csapágyat a környezetéhez választják és szakszerűen szerelik.
Íme, a 8 leggyakoribb csapágyhiba, amelyeket napi szinten látni a műhelyekben
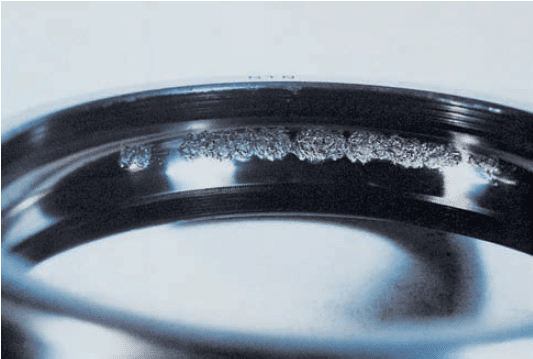
1) Flaking – amikor a futópálya hámlani kezd
Ez az egyik leggyakrabban látott csapágyhiba. A futópályán pikkelyek jelennek meg, a felület „megtörik”. A legtöbb karbantartó ilyenkor azt mondja: „elfáradt.” Pedig az esetek nagy része nem klasszikus kifáradás, hanem valamilyen előzetes kár következménye.
Tipikus okok:
- túl nagy terhelés vagy előfeszítés,
- rossz illesztés,
- szennyeződés,
- hibás beépítés.
Mit üzen a csapágy?
- Ha a hámlás csak az egyik oldalon jelenik meg, az szinte mindig axiális túlterhelést jelez.
- Ha 1/4 köríven hámlik, az tipikusan túl nagy előfeszítés jele.
Sok tapasztalt karbantartó szerint a túl nagy előfeszítés nemcsak a felületen látszik, hanem a hangján is. Terhelésváltásnál egy jellegzetes, kemény „kopogás” jelenik meg, ami még a hámlás előtt figyelmeztet arra, hogy a csapágy feszülten fut.
Ilyenkor a csere csak tüneti kezelés. A valódi kérdés: miért kap a csapágy ennyire egyoldalú terhelést?
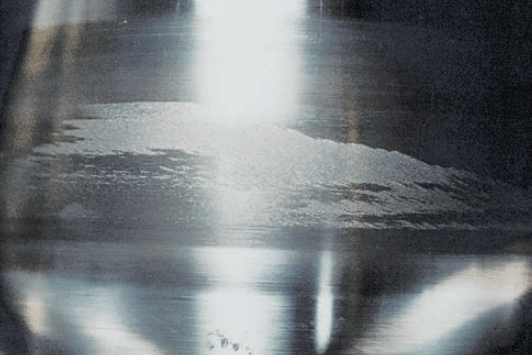
2) Peeling – a mikropitting, ami nagy bajt jelez előre
A felület tele van apró, tűhegynyi ütődésekkel.
Oka: a kenőfilm nem tudja ellátni a szerepét és a fémfelületek egymásnak ütődnek.
A karbantartók sokszor csak az elszíneződést látják először, de az ilyen állapot gyorsan flakingbe fordulhat.
A peeling gyakori ott is, ahol a gép nagyon sűrű indítási–megállási ciklusban dolgozik. Ezeknél a rövid, lökésszerű terhelésváltásoknál a kenőfilm nehezen marad stabil, ami hosszú távon gyorsítja a felületi kifáradást.

Mit üzen a csapágy?
- rossz kenőanyag,
- kevés kenés,
- szennyeződés,
- túl gyors terhelésváltás.
3) Spalling – amikor már szakadozik a felület
Itt már nem apró pöttyösödésről, hanem konkrét, mély felületi lepattogzásokról beszélünk.
Gyakori okok:
- túl nagy terhelés,
- rossz beépítés,
- kenés megszakadása,
- szereléskor keletkező hosszanti csíkok (axialis scoring).
Ha a kosáron vagy a gyűrű hátulján alakul ki spalling, az szinte mindig hibás előfeszítésre utal.

4) Smearing – amikor a csapágy „kicsúszik” a saját pályájából
A felület helyenként elsimult, elkenődött, mintha „felpolírozták” volna, de csúnya, foltos marad. Ez általában csúszás miatt alakul ki: a gördülőelem nem gördül, hanem csúszik.
Miért gond ez?
- A csúszás hőt termel,
- a hő tönkreteszi a kenőfilmet,
- a fém–fém érintkezés beégeti a felületet,
- majd jön a gyors hámlás.
Tipikus okok:
- túl nagy hézag,
- túl kevés kenés,
- szennyeződés miatt elbillenő gördülőelem.
A smearing sokszor nem csak kenési kérdés: akkor is kialakulhat, ha a csapágy hézaga a beépítés után a kelleténél nagyobb. Ilyenkor a gördülőelemek „lifegnek”, és kis terhelésnél is könnyebben megcsúsznak.
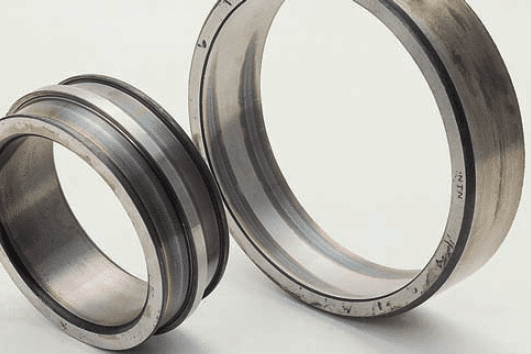
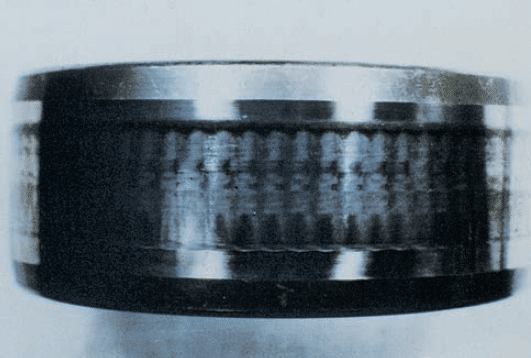
5) Kopás – amikor a csapágy poros közegben dolgozik
Ha a futópálya matt, csíkos, egyenetlen vagy „lépcsős” lesz, az szinte mindig a következőt jelzi:
- szennyeződés a kenőanyagban,
- elégtelen vagy rossz minőségű kenés,
- gyenge tömítés vagy nyitott csapágy szennyezett környezetben.
A gyakorlatban a kopások jelentős része nem magából a csapágyból indul ki, hanem a tömítésből. Ha a tömítés nem tudja megfogni a port, a nedvességet vagy a finom csiszolóanyagokat, a csapágyban lévő zsír percek alatt elveszíti a védelmét.

A karbantartók gyakran mondják ilyenkor: „Biztos jó volt ott az a zsír, hiszen nem fogyott belőle.”
Csakhogy a meg nem mozdult zsír nem ken – csak ott van. A csapágynak áramló kenőfilm kell, nem „zsírtároló”.
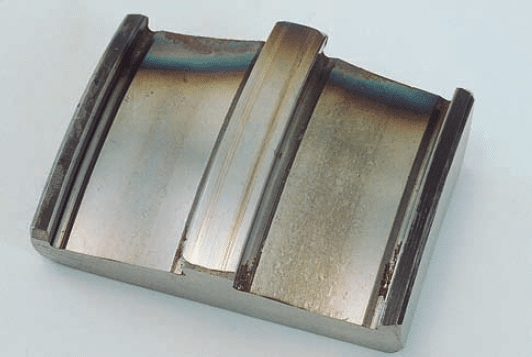
6) Elszíneződés – a túlmelegedés néma jelzője
A barnás–kékes elszíneződés szinte mindig:
- túl magas hőmérséklet,
- kenőanyag lebomlása,
- túl nagy terhelés vagy előfeszítés.
Ha a felület polírozással nem tisztítható, akkor ez nem egyszerű olajlerakódás. Ilyenkor a csapágy már komolyan túl volt terhelve.
7) Indentáció – hamis brinell, ütéskár, szennyeződés
A pontszerű mélyedések sokszor ijesztőnek tűnnek, pedig gyakoriak:
- ha szennyeződés kerül a kenőanyagba,
- ha a gép huzamosan áll, de rezgés éri,
- ha szereléskor a csapágyat megütik.
A karbantartók ezt gyakran összekeverik a fáradásos kárral, pedig mást jelent:
- ha a benyomódások szabályos osztással jelennek meg, az tipikusan hamis brinell,
- ha rendezetlen, különböző mélységű gödröcskék vannak, az inkább szennyeződés okozta lokális károsodás.
8) Elektromos pitting – a frekvenciaváltók csendes mellékhatása
Ha a futópálya hullámos, mintha finoman „megmaratta” volna valami, az majdnem biztosan elektromos eredetű.
Ez egyre gyakoribb ott, ahol a motorokat frekvenciaváltóval hajtják, és az áram a csapágyon keresztül talál földet.
Korai jel lehet az is, ha a gördülőelemek felülete mattá, „fátyolossá” válik, mintha szürke lepel ülne rajtuk. Ezt a karbantartók sokszor először csak esztétikai hibának látják, pedig már a későbbi pitting előszobája.
Mit lehet tenni?
- szigetelt csapágy vagy kerámia gördülőelem alkalmazása,
- tengelyföldelő kefék használata,
- a teljes hajtás villamos felülvizsgálata.
Ha csak a csapágyat cseréljük, a hiba vissza fog térni.
Hogyan diagnosztizáld a csapágyhibát futás közben?
Három dolgot érdemes rendszeresen figyelni: hőmérséklet, hang, rezgés.
1) A csapágy üzemi hőmérséklete
Általános üzemben a csapágy üzemi hőmérséklete jellemzően 10–40 °C-kal magasabb a környezeti hőmérsékletnél. Ha a hőmérséklet:
- állandó, stabil – ez jó jel,
- lassan, de folyamatosan emelkedik – kenés, illesztés vagy terhelés irányába kell vizsgálódni,
- ugrásszerűen megugrik – azonnali beavatkozást igényel.
A gyártók hőmérsékleti tartományai jó iránymutatók, de a legtöbb üzemben a trend többet ér, mint az abszolút érték. Ha a csapágy ma melegebb, mint tegnap azonos terhelés mellett, az mindig vizsgálatot igényel.
2) A csapágy hangja
A csapágyzaj a gyakorlatban nehezen értelmezhető, de néhány egyszerű kapaszkodó segít:
- magas sípolás → gyakran kenéshiány vagy túl kicsi hézag,
- ropogó, szemcsés hang → szennyeződés a kenőanyagban,
- ritmikus kopogás → helyi futópálya-kár vagy gördülőelem-sérülés.
Egy egyszerű „sztetoszkóp” vagy akár egy csavarhúzó nyele a csapágyházhoz szorítva már sokat elárul a gyakorlott fülnek.
Fontos látni, hogy a hallható zaj általában már késői állapotot jelez. A legtöbb csapágyhiba előbb a hőmérsékleten vagy a rezgésszinten mutatkozik, és csak később válik emberi fül számára is észlelhetővé.
3) A csapágy rezgése
A rezgésdiagnosztika a legpontosabb, de nem minden üzem rendelkezik profi műszerrel. Kezdésnek már az is sokat ér, ha:
- ugyanazon a ponton, ugyanazzal az eszközzel,
- időszakosan mérsz,
- és figyeled a trendeket, nem csak az egyszeri értéket.
Mit kellene másképp tenni, hogy ne legyen csapágyhiba?
A legfontosabb tanulság sok karbantartó tapasztalata alapján: a csapágyhibák többsége nem a csapágygyártón múlik.
A megelőzés kulcsa:
- megfelelő kenőanyag kiválasztása és utánkenési stratégia,
- tisztaság a szerelésnél és üzemben,
- tömítések rendszeres felülvizsgálata,
- pontos illesztések (se túl szoros, se túl laza),
- ütésmentes szerelés, célszerszámok használata,
- előfeszítés ellenőrzése, dokumentálása.
Ezek olyan lépések, amelyek költsége töredéke egy váratlan leállás árának – és sokszor többet érnek, mint bármilyen „prémium” felirat a csapágy dobozán
A csapágy mindig üzen: a futópálya, a szín, a hő, a hang, a rezgés – mind jelek. Aki megtanulja olvasni ezeket a jeleket, az nemcsak a csapágyat menti meg, hanem az egész üzemidőt.
Amennyiben kérdéseid lennének olvasd el az alábbi GYIK szekciót vagy keresd szakértő kollégáinkat bizalommal!
Csapágyak ki- és beszereléséhez, mozgatásához szükséges célszerszámainkat Simatec webhopunkban találod!
GYIK – Csapágyhiba felismerése és diagnosztikája
1) Mikor nem a csapágy a hibás?
Sokszor a csapágy csak elszenvedi a hiba következményét. A háttérben gyakran a következők állnak:
- tengelyferdeség vagy hajtáslánc-pontatlanság,
- laza alapkeret vagy elmozduló gépváz,
- rosszul beállított kuplung vagy ékszíjfeszítés,
- vibráció a hajtómotor felől.
Ilyenkor a csapágy cseréje csak átmeneti megoldást ad. Ha ugyanaz a hiba többször visszatér, mindig a teljes gépkörnyezetet kell vizsgálni, nem csak magát a csapágyat.
2) Honnan tudom biztosan, hogy a hámlás (flaking) túlterheléstől van, és nem kenéshiánytól?
A túlterheléses hámlás általában egyoldali, vagy ¼ köríven jelenik meg. A kenéshiány inkább szétszórt, több ponton jelentkező felületi károsodás.
Ha a hámlás mindig ugyanott ismétlődik, az szinte biztosan geometriai vagy terhelési probléma, nem pusztán kenési kérdés.
3) Mikor elég a csapágy cseréje, és mikor kell a tengelyt vagy a házat is megvizsgálni?
Érdemes a környezetet is átnézni, ha:
- a gyűrű kúszott a tengelyen vagy a házban,
- elszíneződött a kosár,
- a bontáskor látható a kopott illesztőfelület,
- többször visszatér ugyanaz a hiba.
A tapasztalat az, hogy ha a csapágy hibáját csak cserével orvosolják, a probléma gyakran visszatér.
4) Mekkora csapágyhőmérséklet számít már veszélyesnek?
Általános üzemben:
- +10–40 °C emelkedés normális.
- 60 °C fölött: érdemes kivizsgálni.
- 80 °C körül: a legtöbb kenőanyag már gyorsan öregszik.
- 90–100 °C: azonnal ellenőrizni kell a kenést és az illesztést.
Kivétel: speciális, magas hőmérsékletre tervezett csapágyak – ott mindig a gyártói adat a mérvadó.
A gyakorlatban a legtöbb üzemnél az a legbiztosabb, ha a csapágy nem melegebb ma, mint tegnap azonos terhelés mellett. Ha a trend felfelé indul, vizsgálatot igényel.
5) Hang alapján hogyan különböztessem meg a szennyeződést a kenéshiánytól?
A gyakorlatban:
- Szennyeződés – ropogó, szemcsés hang, amely a fordulatszámmal együtt változik.
- Kenéshiány – magasabb, sípoló hang, ami a gép leállításakor rövid ideig még hallatszik.
Ha bizonytalan vagy: kézi újrazsírzás után figyeld meg. Ha a hang átmenetileg elhalkul, majd visszatér, nagy eséllyel kenéshiány volt a háttérben.
Fontos: mire a csapágy hallhatóan zajossá válik, a hiba általában már előrehaladott. Érdemes korábban reagálni hőmérséklet- vagy rezgésváltozásra.
6) Mit jelent, ha a csapágy minden cserénél ugyanott hámlik?
Ez erősen arra utal, hogy a hiba nem a csapágyban, hanem a gépben van:
- tengelyferdeség,
- szerelési előfeszítés,
- túl nagy axiális erő,
- hibás házgeometria.
Ilyenkor érdemes a tengelyt, a házat és a beépítést is felülvizsgálni, mert a csapágy csak elviseli azt, amit kap.
7) Mikor kell puhább vagy keményebb zsírt választani?
Általános irány:
- Puhább NLGI (0–1) – hideg környezet, hosszú kenési utak, központi zsírzó rendszerek.
- Közepes NLGI (2) – általános ipari csapágyak döntő többsége.
- Keményebb NLGI (3) – magas hő, nagy terhelés, nagy vibráció.
Ha smearing jelentkezik, gyakran segít egy magasabb viszkozitású olajbázisú zsír, de mindig a konkrét üzemállapothoz kell igazítani a választást.
8) Honnan tudom, hogy túl nagy az előfeszítés a csapágyon?
Szétszedés nélkül tipikus jelek:
- a csapágy szokatlanul melegszik már kisebb terhelésnél is,
- sivító vagy surrogó hang terhelés alatt,
- az új csapágy pár órán belül melegedni kezd az üzemben.
Szétszedve:
- ¼ köríves flaking a futópályán,
- barnás elszíneződés, beégés a futófelületen.
9) Hogyan különböztessem meg a hamis brinellt a valódi fáradásos károsodástól?
Hamis brinell:
- a mélyedések szabályos osztásban jelennek meg, a gördülőelemek osztókörének megfelelően,
- a felület matt, de nem hámlik,
- rezgés vagy ütés okozza, nem normál üzemi terhelés.
Valódi fáradás:
- a mélyedés szélei felrepednek, hámlanak,
- nem mindig tökéletesen szabályos az osztás,
- a futópályán további mikrorepedések is láthatók.
Ha sokat álló, de rezgésnek kitett gépről van szó (pl. szállítmányozás, tartalék gépegység), nagyon gyakori a hamis brinell.
10) Mit csináljak, ha elektromos pittinget látok a futópályán?
Ez a frekvenciaváltós motorok tipikus mellékhatása. A megoldás általában több lépésből áll:
- szigetelt csapágy vagy kerámia gördülőelem alkalmazása,
- tengelyföldelő kefék beépítése,
- a hajtás villamos paramétereinek felülvizsgálata.
A csapágy egyszerű cseréje nem hoz tartós megoldást, ha az áram továbbra is rajta keresztül folyik.
11) Milyen gyakran kell csapágyellenőrzést végezni?
Ez erősen üzemfüggő, de jó kiindulópont:
- Nagy terhelés / nagy fordulat / poros környezet: heti–kétheti ellenőrzés.
- Normál ipari környezet: havi állapotfelügyelet.
- Élelmiszeripar / nedves környezet: akár 1–2 hetente.
- Automata kenés (pl. egypontos kenők): havi vizuális kontroll, negyedéves mélyebb ellenőrzés.
A lényeg: a trend számít, nem az egyszeri mérés.
12) Milyen eszközzel érdemes elkezdeni a csapágy-diagnosztikát?
Alapszinten bőven elég:
- infrás hőmérő,
- sztetoszkóp vagy csavarhúzó a hallgatózáshoz,
- zsírzási és ellenőrzési napló,
- ha van, egyszerű kézi rezgésmérő.
A lényeg, hogy legyen következetes adatgyűjtés, mert így hamar látszik, ha valami elindul rossz irányba.
13) Mikor kell azonnal leállítani a gépet?
Ha bármelyik jelentkezik:
- hirtelen hőmérséklet-emelkedés,
- fémes, csapódó hang,
- erős vibrációváltozás,
- olaj vagy zsír hirtelen elszivárgása,
- látható elszíneződés, beégés a csapágy környezetében.
Ezek olyan jelzések, amelyeket a karbantartói gyakorlat szerint nem érdemes megkockáztatni.
Forrás: NTN – Care and Maintenance of Bearings (CAT.No.3017-II/E)


