
Bearing failure does not usually happen overnight. In most cases, bearings give advance warning—it’s just that not every plant has the time or opportunity to notice. Overheating, slowly increasing vibration levels, or a slight change in sound can all be early warning signs. The challenge is that these signs can easily be missed during a busy shift.
According to NTN’s official “Care and Maintenance of Bearings” catalog, most early bearing failures are not caused by fatigue, but by contamination, incorrect installation, poor lubrication, or overload. The good news is that most of these can be avoided. The bad news is that most plants replace bearings prematurely because of precisely these failures.
In this article, we will go through the eight bearing faults that are commonly seen in plants every day. Most importantly, we will show you what the bearing surface tells you and what you need to pay attention to during the next installation.
Why does bearing failure occur prematurely?
The service life of a bearing can be easily calculated on paper. In reality, however, the causes of bearing failure are usually not found in the catalog, but in the workshop:
- inadequate lubrication,
- contamination,
- poor fit,
- excessive preload,
- shaft/housing inaccuracy,
- impact, poor assembly practices.
Most early failures can be avoided by selecting the bearing for its environment and installing it correctly.
Here are the 8 most common bearing faults seen in workshops on a daily basis
1) Flaking – when the running track begins to peel
This is one of the most common bearing faults. Scales appear on the raceway and the surface “breaks.” Most maintenance technicians say, “It’s worn out.” However, in most cases, this is not classic wear and tear, but the result of some prior damage.
Typical causes:
- excessive load or preload,
- poor fit,
- contamination,
- incorrect installation.
What does the bearing indicate?
- If flaking only appears on one side, this almost always indicates axial overload.
- If flaking occurs on a quarter circle, this is typically a sign of excessive preload.
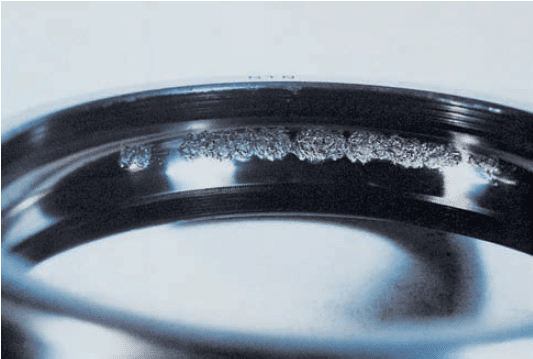
According to many experienced maintenance technicians, excessive preload is not only visible on the surface, but also audible. When the load changes, a characteristic, hard “knocking” sound occurs, which warns that the bearing is running under tension even before flaking occurs.
In this case, replacement is only a symptomatic treatment. The real question is: why is the bearing subjected to such a one-sided load?
2) Peeling – micro-pitting, which indicates serious trouble ahead
The surface is covered with tiny, pinpoint dents.
Reason: the lubricating film cannot fulfill its role and the metal surfaces collide with each other.
Maintenance personnel often only notice discoloration at first, but this condition can quickly turn into flaking.
Peeling is also common where the machine operates in a very dense start-stop cycle. During these short, jerky load changes, the lubricating film has difficulty remaining stable, which accelerates surface fatigue in the long term.

What does the bearing indicate?
- poor lubricant,
- insufficient lubrication,
- contamination,
- excessive load change.
3) Spalling – when the surface is already cracking
Here we are no longer talking about small spots, but specific, deep surface flaking.
Common causes:
- excessive load,
- poor installation,
- lubrication failure,
- longitudinal scoring during assembly.
If spalling occurs on the cage or the back of the ring, this almost always indicates incorrect preload.

4) Smearing – when the bearing “slips” out of its own track
The surface is smoothed and smeared in places, as if it had been “polished,” but it remains ugly and stained. This is usually caused by slippage: the rolling element does not roll, but slips.
Why is this a problem?
- Sliding generates heat,
- heat destroys the lubricating film,
- metal-to-metal contact burns the surface,
- and then rapid peeling occurs.
Typical causes:
- excessive clearance,
- insufficient lubrication,
- rolling elements tilting due to contamination.
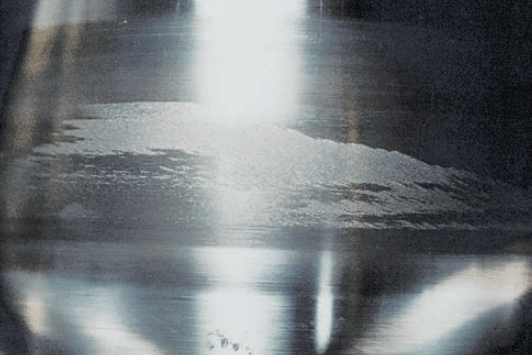
Smearing is often not just a question of lubrication: it can also occur if the bearing clearance is greater than necessary after installation. In this case, the rolling elements “float” and slip more easily even under low loads.
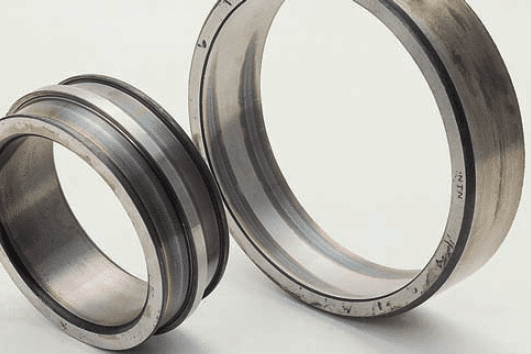
5) Wear – when the bearing operates in a dusty environment
If the running surface becomes matt, striped, uneven or “stepped,” this almost always indicates the following:
- contamination in the lubricant,
- insufficient or poor-quality lubrication,
- weak seal or open bearing in a contaminated environment.
In practice, most wear does not originate from the bearing itself, but from the seal. If the seal cannot retain dust, moisture, or fine abrasives, the grease in the bearing loses its protective properties within minutes.

Maintenance workers often say in such cases: “The grease must have been good, because it didn’t wear out.”
But grease that doesn’t move doesn’t lubricate, it just sits there. The bearing needs a flowing lubricating film, not a “grease reservoir.”
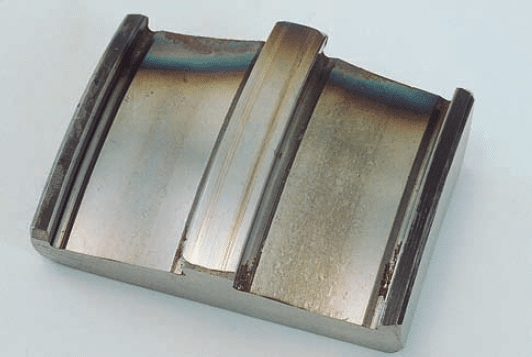
6) Discoloration – a silent indicator of overheating
Brownish-blue discoloration is almost always caused by:
- excessive temperature,
- lubricant degradation,
- excessive load or preload.
If the surface cannot be cleaned by polishing, then it is not simply oil deposits. In this case, the bearing has been seriously overloaded.
7) Indentáció – false brinell, impact damage, contamination
Point-like indentations often look alarming, but they are common:
- if contamination gets into the lubricant,
- if the machine is stationary for a long time but is subject to vibration,
- if the bearing is hit during assembly.
Maintenance personnel often confuse this with fatigue damage, but it means something else:
- if the indentations appear in a regular pattern, it is typically false Brinell,
- if there are disordered pits of varying depths, it is more likely to be local damage caused by contamination.
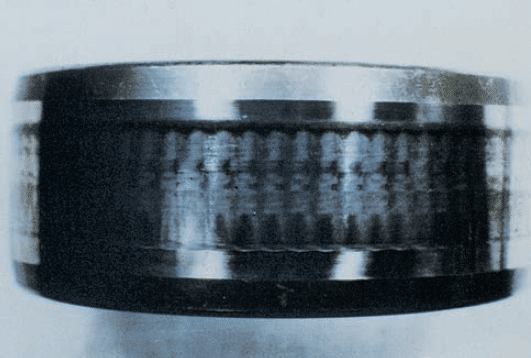
8) Electrical pitting – a quiet side effect of frequency converters
If the running track is wavy, as if something had gently “scratched” it, it is almost certainly of electrical origin.
This is increasingly common where motors are driven by frequency converters and the current finds ground through the bearings.
An early sign may also be if the surface of the rolling elements becomes dull and “cloudy,” as if a gray veil were sitting on them. Maintenance personnel often see this as merely an aesthetic flaw at first, but it is actually a precursor to pitting.
What can be done?
- Use insulated bearings or ceramic rolling elements,
- use shaft grounding brushes,
- and have the entire drive system electrically inspected.
If only the bearings are replaced, the fault will recur.
How to diagnose bearing failure while running?
There are three things worth monitoring regularly: temperature, sound, and vibration.
1) Operating temperature of the bearing
In normal operation, the operating temperature of the bearing is typically 10-40 °C higher than the ambient temperature. If the temperature:
- is constant and stable – this is a good sign,
- rises slowly but steadily – lubrication, fit or load should be investigated,
- jumps suddenly – immediate action is required.
Manufacturers’ temperature ranges are good guidelines, but in most operations, the trend is more important than the absolute value. If the bearing is warmer today than yesterday under the same load, this always requires investigation.
2) Bearing noise
Bearing noise is difficult to interpret in practice, but a few simple guidelines can help:
- high-pitched whistling → often due to lack of lubrication or insufficient clearance,
- crackling, grainy sound → contamination in the lubricant,
- rhythmic knocking → local damage to the raceway or rolling elements.
A simple “stethoscope” or even the handle of a screwdriver pressed against the bearing housing can reveal a lot to an experienced ear.
It is important to note that audible noise usually indicates an advanced stage of failure. Most bearing faults first manifest themselves in temperature or vibration levels and only later become audible to the human ear.
3) Bearing vibration
Vibration diagnostics are the most accurate, but not every plant has professional equipment. To start with, it is already very useful if you:
- measure at the same point, with the same device,
- periodically,
- and observe trends, not just one-off values.
What should be done differently to prevent bearing failure?
The most important lesson learned from the experience of many maintenance technicians: most bearing failures are not the fault of the bearing manufacturer.
The key to prevention:
- selecting the right lubricant and relubrication strategy,
- cleanliness during assembly and operation,
- regular inspection of seals,
- precise fits (neither too tight nor too loose),
- impact-free assembly, use of special tools,
- preload checking and documentation.
These steps cost a fraction of the price of an unexpected shutdown and are often worth more than any “premium” label on the bearing box.
Bearings always send signals: the raceway, color, heat, sound, vibration. These are all signs. Those who learn to read these signs not only save the bearing, but also the entire operating time.
If you have any questions, please read the FAQ section below or feel free to contact our expert colleagues!
You can find our special tools for removing, installing and moving bearings in our Simatec webshop!
FAQ – Bearing fault detection and diagnostics
1) When is it not the bearing that is at fault?
In many cases, the bearing simply suffers the consequences of the fault. The following are often the underlying causes:
- shaft misalignment or drive chain inaccuracy,
- loose base frame or shifting machine frame,
- poorly adjusted clutch or V-belt tension,
- vibration from the drive motor.
In such cases, replacing the bearing is only a temporary solution. If the same fault recurs, always check the entire machine environment, not just the bearing itself.
2) How can I be sure that the flaking is caused by overloading and not a lack of lubrication?
Overload flaking usually appears on one side or in a quarter circle. Lack of lubrication tends to cause scattered surface damage in several places.
If flaking always occurs in the same place, it is almost certainly a geometric or load problem, not just a lubrication issue.
3) When is it sufficient to replace the bearing, and when is it necessary to inspect the shaft or housing as well?
It is also worth checking the environment if:
- the ring has crept on the shaft or in the housing,
- the cage has discolored,
- the worn mating surface is visible when disassembled,
- the same fault recurs several times.
Experience shows that if the bearing fault is only remedied by replacement, the problem often recurs.
4) What bearing temperature is considered dangerous?
In normal operation:
- A rise of +10-40 °C is normal.
- Above 60 °C: it is worth investigating.
- Around 80 °C: most lubricants age quickly.
- 90-100 °C: lubrication and fit must be checked immediately.
Exception: special bearings designed for high temperatures – in this case, the manufacturer’s data is always authoritative.
In practice, for most applications, it is safest if the bearing is no hotter today than it was yesterday under the same load. If the trend is upward, an investigation is required.
5) How can I distinguish between contamination and lack of lubrication based on sound?
In practice:
- Contamination – a crackling, grainy sound that changes with the speed.
- Lack of lubrication – a higher-pitched, whistling sound that can still be heard for a short time after the machine has been shut down.
If you are unsure: observe after manual re-lubrication. If the sound temporarily fades and then returns, it is highly likely that a lack of lubrication was the underlying cause.
Important: by the time the bearing becomes audibly noisy, the fault is usually already advanced. It is worth responding earlier to changes in temperature or vibration.
6) What does it mean if the bearing wears down in the same place every time it is replaced?
This strongly suggests that the fault lies not with the bearing but with the machine:
- shaft misalignment,
- mounting preload,
- excessive axial force,
- incorrect housing geometry.
In such cases, it is worth checking the shaft, housing and installation, because the bearing can only withstand what it is subjected to.
7) When should you choose softer or harder fat?
General guidelines:
- Softer NLGI (0–1) – cold environments, long lubrication paths, central lubrication systems.
- Medium NLGI (2) – the vast majority of general industrial bearings.
- Harder NLGI (3) – high temperatures, heavy loads, high vibration.
If smearing occurs, a higher viscosity oil-based grease often helps, but the choice must always be adapted to the specific operating conditions.
8) How can I tell if the preload on the bearing is too high?
Typical signs without disassembly:
- the bearing heats up unusually even under low loads,
- squeaking or rattling noise under load,
- the new bearing starts to heat up within a few hours of operation.
When disassembled:
- ¼ circular flaking on the raceway,
- brown discoloration, burn marks on the running surface.
9) How can I distinguish between false Brinell and real fatigue damage?
False brinell:
- the indentations appear in a regular pattern, corresponding to the pitch circle of the rolling elements,
- the surface is matt but does not flake,
- caused by vibration or impact, not normal operating load.
Genuine fatigue:
- the edges of the indentations crack and flake,
- the distribution is not always perfectly regular,
- further microcracks are also visible on the running surface.
False brinell is very common in machines that are stationary but exposed to vibration (e.g., transport, spare machine units).
10) What should I do if I see electrical pitting on the runway?
This is a typical side effect of variable frequency motors. The solution usually consists of several steps:
- use of insulated bearings or ceramic rolling elements,
- installation of shaft grounding brushes,
- review of the electrical parameters of the drive.
Simply replacing the bearing will not provide a lasting solution if current continues to flow through it.
11) How often should bearings be inspected?
This depends heavily on the application, but is a good starting point:
- High load / high speed / dusty environment: weekly to biweekly inspection.
- Normal industrial environment: monthly condition monitoring.
- Food industry / wet environment: every 1–2 weeks.
- Automatic lubrication (e.g., single-point lubricators): monthly visual inspection, quarterly in-depth inspection.
The bottom line: it’s the trend that counts, not the one-time measurement.
12) What tool should you start with for bearing diagnostics?
The following basic equipment is sufficient:
- an infrared thermometer,
- a stethoscope or screwdriver for listening,
- a lubrication and inspection log,
- and, if available, a simple handheld vibration meter.
The key is to collect data consistently, as this will quickly reveal if something is going wrong.
13) When should the machine be shut down immediately?
If any of the following occur:
- sudden rise in temperature,
- metallic clanging sound,
- strong vibration changes,
- sudden oil or grease leakage,
- visible discoloration, burning around the bearing.
These are signs that, according to maintenance practice, are not worth risking.
Source: NTN – Care and Maintenance of Bearings (CAT.No.3017-II/E)


